Tesla Co-Op
Cell Manufacturing - Assembly Quality
Main Projects
Fill Port Plug Effectiveness - FOD Trials
Duration
Fall Semester 2023
Problem:
New plugs introduced to weld process to reduce weld spatter defects, FOD still found in CT scans
Needed to ensure plugs were effectively reducing the amount of spatter entering can during lid weld, potentially find source of spatter
Approach:
Jigs designed to replace jellyroll for easy FOD extraction
1-2 FOD samples found in each trial run of ~30 jigs
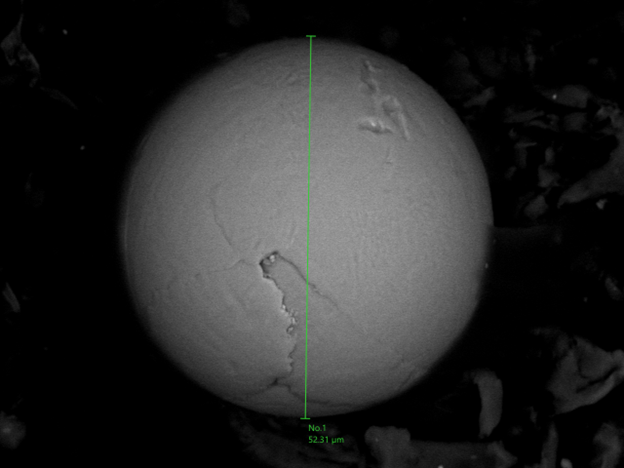
FOD submitted for SEM analysis to determine if material is the same as typical weld spatter
Results:
13 samples collected from jigs and submitted for SEM analysis, confirmed that FOD was weld spatter
Possibility that spatter came from plugs being contaminated, results inconclusive but new plugs ordered and plug tool-life established to ensure plugs are completely replaced periodically
Long-term validation established with CT scans of Tabless cells
Project passed off
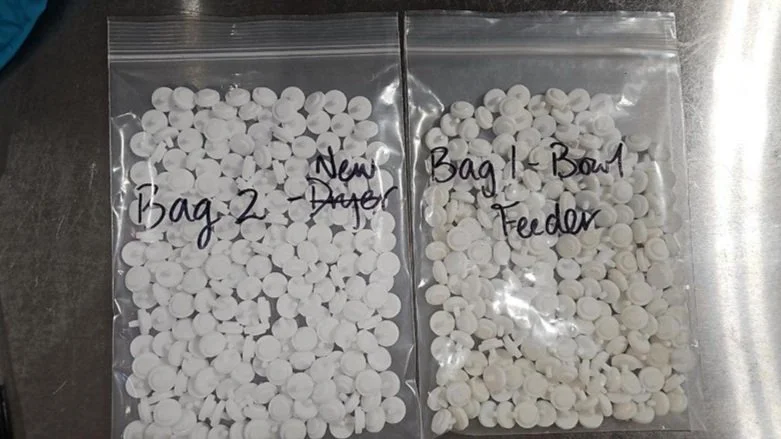

Results:
Plugs straight from dryer are on average 64% cleaner than plugs taken from the bowl feeder on the line
Jellyroll Damage Investigation - Data Acquisition & Compilation


Trial Sets
5 sets of cells to test different scenarios:
scratched terminal & misaligned jellyroll insertion
deformed insulator
misaligned jellyroll insertion
tall jellyroll & small insulator OD
tall jellyroll & large insulator OD





Problem:
Needed to verify that plug ultrasonic washer and dryer was effectively removing contaminants
Approach:
446 plugs, 223 from bowl feeder & 223 from dryer, submitted for JOMESA Washdown test weekly showing cleanliness trends
Data compares cleanliness of plugs after reintroduction to the line with plugs straight from dryer
Problem:
Jellyroll damage seen in CT scans caused by moving/warping insulator. Needed to investigate if design or manufacturing issue
Approach:
Ran each trial set through each process of Tabless/Assembly and CT scanned in between
Measured scans using ImageJ to compare insulator height at 4 points
Compiled screenshots of cell cross section scans into one Confluence page for easy visual comparison
Results:
Insulator deflects as normal throughout process until Formation, where it warps and damages jellyroll. Determined design issue and low risk but cycling small sample set ongoing to ensure no other issues from jellyroll expansion and contraction
Initial results after cycling 20 Wh/Wh:
4.8% average increase in insulator height
3.5% average increase in jellyroll swelling
Terminal Seal Leak Investigation - Seal Measurements & Cross Section Polishing
Problem:
4 cells found leaking during charging-discharging cycling tests, only failed for seal OD oversized outside of can
Approach:
Two potential causes were can burrs or out of spec seal compression
Cross section samples made for four conditions
Can burr & high seal compression
Can burr & normal seal compression
No burr & high seal compression
No can burr & normal seal compression
Needed to observe cracks & crack propagation in seal potentially caused by the burrs or seal compression
Needed to measure seal compression of each cross section, then polish repeatedly to see any cracks/burrs throughout seal, taking magnified pictures in between polishes
Polished samples with 320, 600, and 1200 grit from 3 to 9 times per sample
Results:
Magnified pictures showed melting and discoloration on failures. Can burrs and seal compression deemed less likely to be root cause of leaking – more likely to be high temperature during cycling degrading seals
Material Review Board (MRB) - Part Tracking & Reduction
Problem:
Needed to properly identify and decide on what to do with accumulated MRB material
Approach:
Material usually either recycled, returned to vendor, or sent back to production
No dashboard for tracking material, used excel sheet instead and updated bi-weekly to track material that needed to be processed
Requested recycling pickups from on-site recycling team
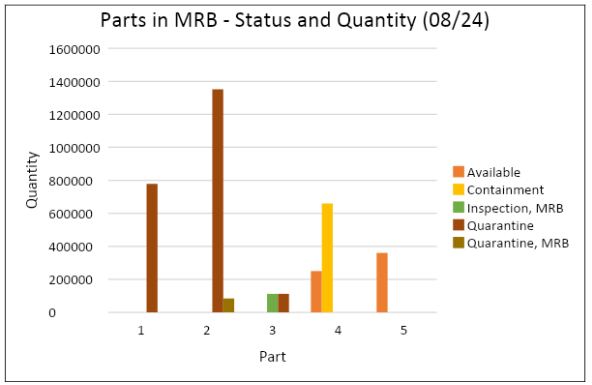
Results:
Inventory in MRB has been reduced by nearly 3.5 million individual parts since August 24th